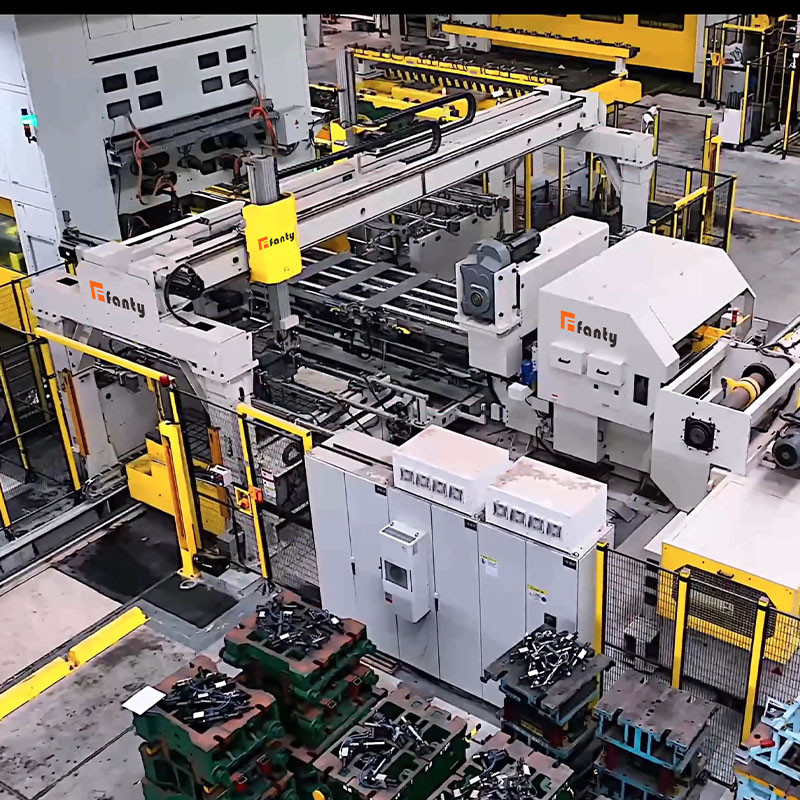
How Do You Build an Efficient Coil Feeding Line for Automotive Stamping Production?
In automotive stamping, a poorly designed coil feeding line can scrap an entire batch of parts and damage expensive progressive dies. Building the right automotive stamping coil feeding line requires careful equipment selection, precise material handling knowledge, and proper integration. With over 200 coil feeding line installations for automotive Tier 1 and Tier 2 suppliers worldwide, FANTY has learned exactly what separates a reliable line from a problematic one. Each component must be selected not just for its individual performance, but for how it integrates with the rest of the line. A decoiler that feeds too fast for the straightener, or a straightener that cannot match the feeder's speed, creates bottlenecks that undermine the entire line's efficiency. Needs 15+ straightening rollers with programmable over-bending compensation to handle springback Surface-scratch sensitive — requires polyurethane-coated or chrome-plated rollers to prevent marking Ultra-thin gauges (0.1 mm) need anti-buckling guides. Surface contamination affects conductivity Modern automotive stamping processes increasingly run multiple material types on the same line — switching from steel to aluminum between jobs. An NC straightener feeder with programmable roller pressure profiles can store settings for each material and recall them instantly, making multi-material production practical. Automotive OEMs increasingly require suppliers to demonstrate Industry 4.0 capabilities. A modern coil feeding line should include production data collection (parts counted, material usage tracked, stats reported to MES), predictive maintenance sensors monitoring roller wear and bearing temperature, and automatic job change when the press signals a new production run. Most facilities see full ROI within 12-18 months through 15-25% scrap reduction, 60-80% faster changeovers, and lower labor requirements. Yes, with careful roller selection. FANTY offers machines with interchangeable roller sets or adjustable pressure profiles suitable for both materials. Dedicated roller sets for each material deliver the best results. Presses above 150 SPM require NC servo feeders with high-speed feed profiles. FANTY feeders are rated for 200+ SPM with ±0.05 mm accuracy, suitable for modern high-speed automotive presses. Light curtains at the press feed area, emergency stops at multiple locations, coil end detection, overload protection, and safety-rated PLC. FANTY machines meet CE safety standards as standard. Ready to design your automotive stamping coil feeding line? Contact FANTY's engineering team for a free consultation based on your specific parts and production targets.How Do You Build an Efficient Coil Feeding Line for Automotive Stamping Production?
Essential Components for Automotive-Grade Lines
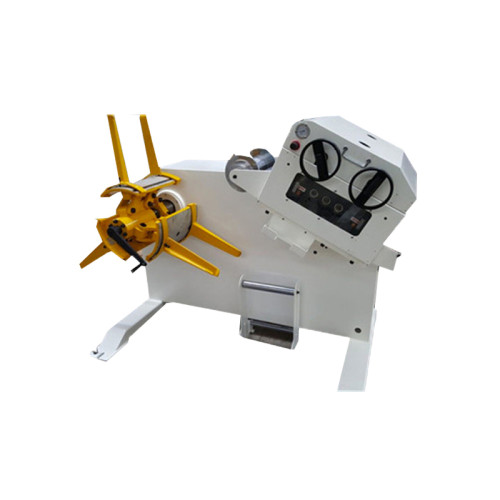
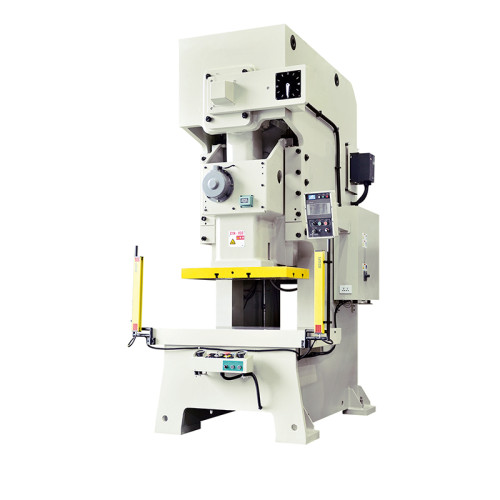
Component Automotive Requirement Why It Matters Hydraulic Decoiler 5-15 ton capacity, 1,600 mm width Automotive coils are heavy; fast loading is critical Precision Straightener 11-17 rollers, HRC 60+ hardness AHSS and HSS materials need aggressive straightening NC Servo Feeder ±0.05 mm accuracy, 150-250 SPM Automotive tolerances require highest precision Coil Car / Loading Hydraulic lift, motorized traverse Safe, fast changes without forklift dependency Loop Control Dancer roll or photoelectric sensor Maintains stable tension between decoiler and straightener Safety System Light curtains, e-stops, coil-end detection Operator safety and die protection are non-negotiable Material Considerations by Type
HSS / AHSS (340-1,500 MPa)
Aluminum Alloys
Copper & Brass (EV)

Line Design Principles for Maximum Uptime
What is the typical ROI timeline for an automotive coil feeding line?
Can the same line handle both steel and aluminum?
How does press speed affect feeder selection?
What safety features are essential?